Deep Drawing and Metal Stamping with Sheet Metal
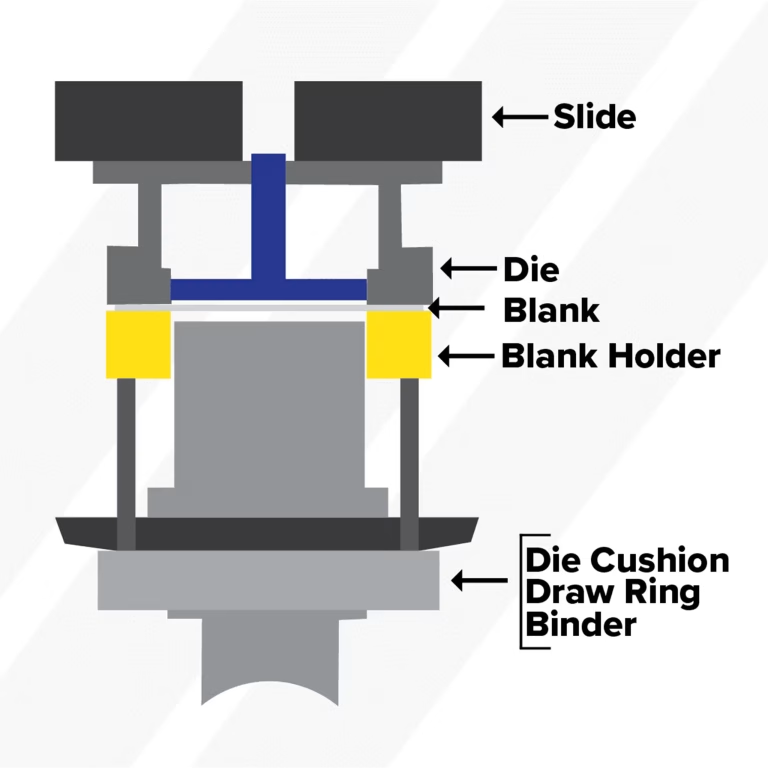
Click Here to Learn More Deep Draw Metal Stamping for Strength and Efficiency The deep drawing sheet metal forming process is a cold-forming metal fabrication process that is conducted in a room-temperature environment. A metal blank is stretched around a die cavity, eventually conforming to the shape of the plug, shape of the die, and